
1 概述
鋁型材按照斷面形狀可以分為實心型材、半空心型材、空心型材三大類。半空心型材一般都呈“U”形狀,具有三面被包圍、一面開口的形狀特征,如圖1 所示。型材上這種三方被包圍、一面開口的部分,被稱之為空間面積,這個空間面積從模具(凹模)方面來看,就是懸臂梁,因此,這種半空心型材模具也被稱為懸臂模。
常見的半空心型材擠壓模具使用的是實心類的平模結(jié)構(gòu),這種模具由單一的凹模組成,結(jié)構(gòu)簡單、有效,但是對于大型、復(fù)雜、高舌比的半空心型材,這種平模結(jié)構(gòu)卻存在很多問題,在型材質(zhì)量和模具壽命方面都難以滿足生產(chǎn)要求。目前,導(dǎo)流模被廣泛應(yīng)用于這些高難度懸臂類擠壓模具結(jié)構(gòu)中,并取得了很好的效果。本論文以簡單U 形懸臂模具及其擠壓工藝為例,系統(tǒng)的研究了不帶導(dǎo)流和帶導(dǎo)流兩種不同鋁型材懸臂模擠壓成形過程的特點和規(guī)律,對比分析了兩種模具結(jié)構(gòu)對金屬流速、型材質(zhì)量和模具強度的影響程度,獲得了與實際生產(chǎn)經(jīng)驗一致的結(jié)論。

圖1 半空心型材截面示意圖
2 有限元模型的建立
針對多個不同形狀的U型鋁型材擠壓懸臂模具,分別建立了不帶導(dǎo)流和帶導(dǎo)流類型的多種鋁型材穩(wěn)態(tài)熱擠壓仿真模型,如圖2所示。鋁合金材料選用常見的6063合金,將模具看作可變性的彈塑性體,選用常用的H13 鋼材料。采用四面體單元對擠壓過程中材料流經(jīng)的所有區(qū)域和擠壓模具本身進行網(wǎng)格劃分,單元數(shù)控制在80萬以內(nèi),用HyperXtrude 8.0求解器進行求解計算,具體擠壓工藝參數(shù)如表1所示。

圖2 U 型懸臂模穩(wěn)態(tài)熱擠壓仿真模型
表1 擠壓工藝參數(shù)
表1 擠壓工藝參數(shù)

3 分析結(jié)果
3.1 型材流速
型材流速不均會造成型材拱起、凹陷、扭擰等變形問題,因此控制鋁型材擠壓成形中的流速均勻性非常重要。由于U 形半空心型材的三條邊中有兩條遠離中心,有一條靠近中心。不帶導(dǎo)流的情況下,即使工作帶高度設(shè)置合理,也難以避免出現(xiàn)型材中間流速比較快、而兩端的流速稍慢的現(xiàn)象,特別是懸臂的根部所在位置的流速非常慢,如圖3(a)(b)所示。導(dǎo)流孔能起到對金屬進行預(yù)分配的作用,從而可以有效的控制三條邊的流速,因此,帶導(dǎo)流的情況下型材流速更均勻,甚至有可能出現(xiàn)中間比兩端慢的情況,如圖2(c)所示。
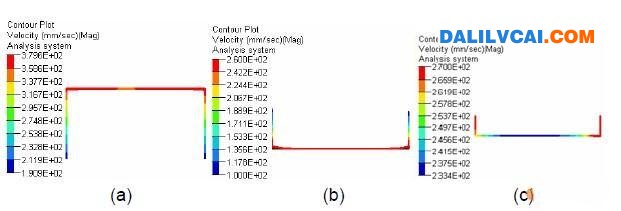
圖3 U形懸臂模擠壓成形中的型材流速特征
3.2 型材壁厚
壁厚超差是懸臂類模具擠壓過程中經(jīng)常面對的問題。壁厚超差主要是由于凹模??椎淖冃我鸬?。當凹模??卓s小時,型材壁厚會減薄,而凹模??追糯髸r,型材壁厚會增加。懸臂的受力狀態(tài)決定了凹模??椎淖冃畏绞胶妥冃未笮 冶鄣氖芰χ饕獊碜允軘D壓的鋁合金材料和模墊,按照作用功能可以分為兩大類,第一類是由鋁合金材料流動形成的壓力和模墊的支承力所構(gòu)成的鐓粗力,第二類是由于材料壓力和模墊支承力不等而造成的彎曲力。鐓粗變形會使得模孔縮小,而彎曲變形會使得??追糯?。
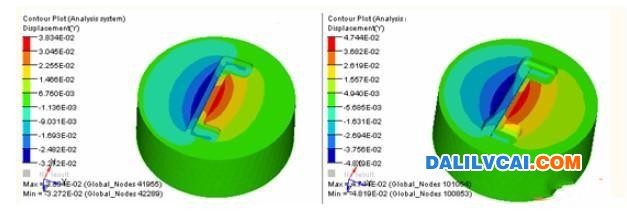
圖4 不帶導(dǎo)流的U 形懸臂模凹模Y 向變形結(jié)果
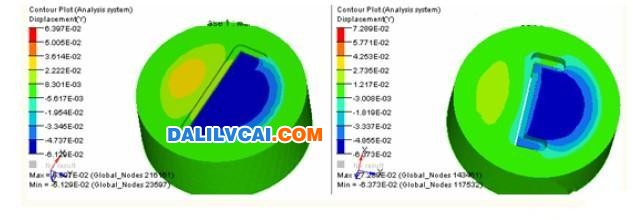
圖5 帶導(dǎo)流的U 形懸臂模凹模Y 向變形結(jié)果
圖4和圖5 的分析結(jié)果顯示,在不帶導(dǎo)流的情況下,??讜煌潭鹊目s小,而帶導(dǎo)流的情況下,??讌s是不同程度的放大,二者剛好相反;圖6是模孔局部地方的放大圖,藍色線條代表的是模孔的原始形狀,紅色陰影則是變形后的??仔螤睿梢院芮逦目吹?,不帶導(dǎo)流模情況下,凹模懸臂向內(nèi)偏移,而帶導(dǎo)流模時凹模懸臂向外偏移。這一結(jié)果得到生產(chǎn)實際的驗證,生產(chǎn)結(jié)果顯示,不帶導(dǎo)流的U 形懸臂模的型材壁厚一般會減薄,而帶導(dǎo)流模的U 形懸臂模的型材壁厚一般會增加。
圖6 凹模??鬃冃谓Y(jié)果局部放大
3.3 模具受力
所有分析結(jié)果顯示懸臂根部局部地方很容易出現(xiàn)應(yīng)力集中,如圖7 圓圈所示位置,這些應(yīng)力值都已經(jīng)大大超出了模具材料的屈服強度極限,因此實際擠壓過程中這些地方很容易形成局部微裂紋,加速模具的報廢。
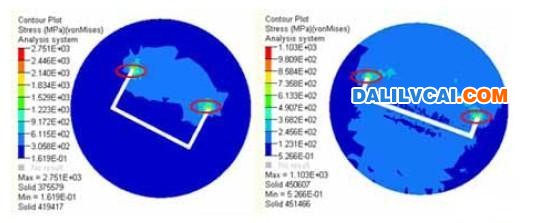
圖7 凹模應(yīng)力分析結(jié)果
分析結(jié)果顯示,加上導(dǎo)流模能大大降低凹模懸臂上的應(yīng)力集中程度,如圖8 所示。不帶導(dǎo)流模時,應(yīng)力集中最大達到2234Mpa,而加上導(dǎo)流模時,應(yīng)力集中最大值只有830.4Mpa。分析結(jié)果還顯示,不帶導(dǎo)流時的擠壓力為10471KN,而帶導(dǎo)流模時的擠壓力為9256KN, 比不帶導(dǎo)流情況小了1215KN,減小幅度為11.6%。因此,導(dǎo)流模不僅可以減小擠壓力,而且可以提高模具強度。
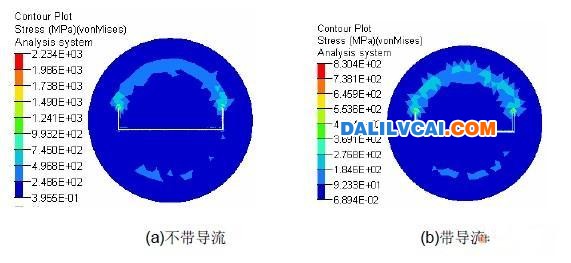
圖8 不帶導(dǎo)流和帶導(dǎo)流情況下的凹模應(yīng)力結(jié)果比較
4 結(jié)論
以上的仿真分析結(jié)果表明,不管是從型材流速來看,還是從型材質(zhì)量或者模具強度來看,帶導(dǎo)流的懸臂類模具結(jié)構(gòu)都比不帶導(dǎo)流的懸臂類模具結(jié)構(gòu)好,設(shè)置導(dǎo)流不僅能有效調(diào)節(jié)金屬流速,而且可以改變懸臂的受力狀態(tài),控制擠壓過程中懸臂鐓粗變形和彎曲變形量之間的平衡。因此,設(shè)計合理的帶導(dǎo)流?;蛘叻至髂=Y(jié)構(gòu)的懸臂模類擠壓模是大型、復(fù)雜、高舌比類半空心鋁型材生產(chǎn)的有效措施。